


点胶新闻
FIP点胶加工时滴胶问题的解决方法
来源:www.szgwind.com 发布时间:2018年08月13日
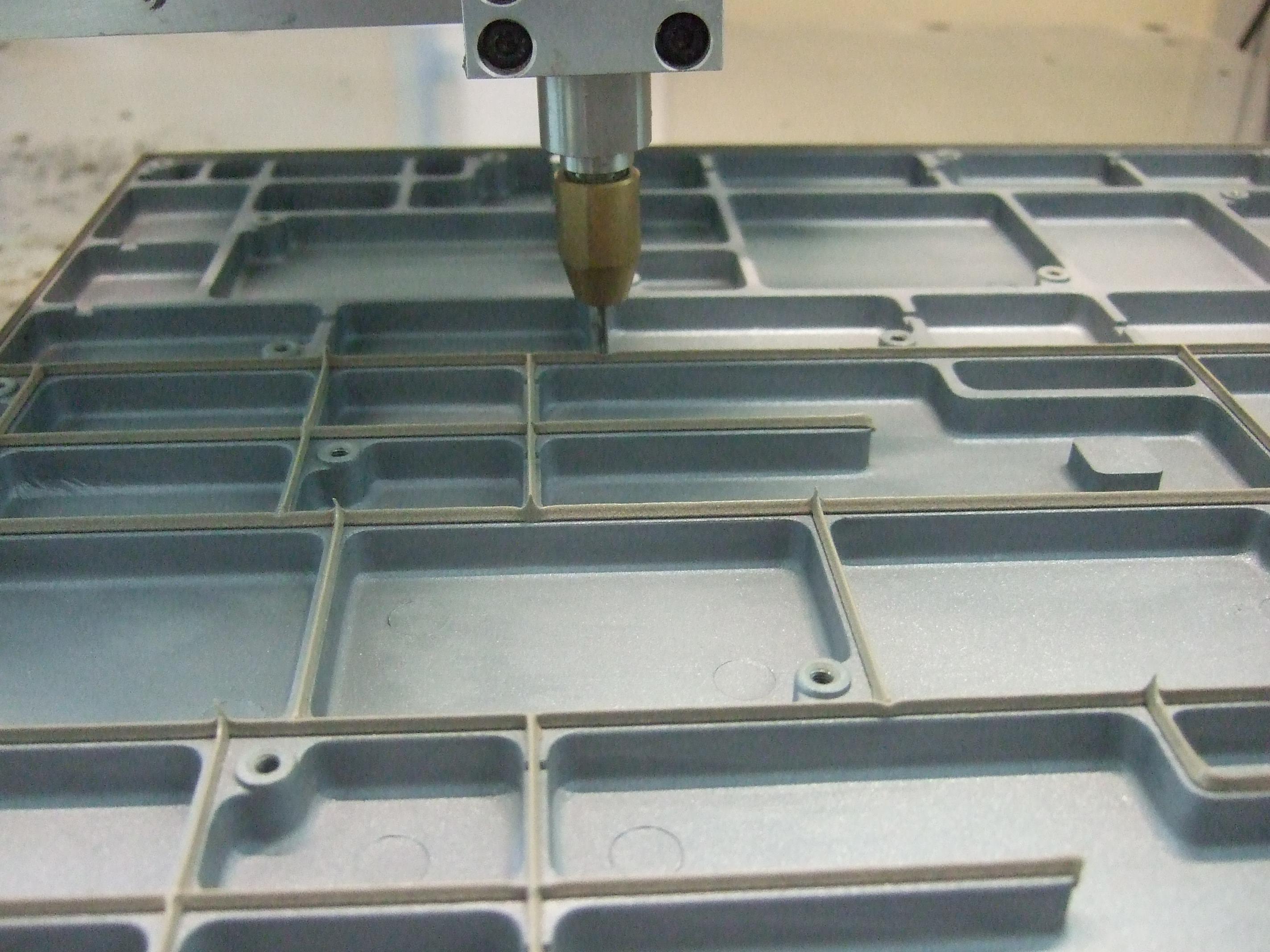
最近,遇到不少的客户反映,在使用了三轴自动点胶机点胶加工以后,点胶机存在滴胶的问题。小编在这劝大家不要担心,一般出现这种情况,主要有五个原因:封件磨损、腐蚀;点胶阀品质不过关;密胶水太稀;使用气压过大;三轴自动点胶机针头尺寸问,今天神风行点胶加工厂就给大家讲一下三轴点胶机滴胶的问题解决方法。
胶阀使用时间过长,或者胶水本身带有腐蚀性,会造成密封件的破损,这样的话,胶阀在关胶的时候就会有封隙,回吸的效果大大折扣,同样会滴胶,所以当胶阀使用时间比较久时,出现滴胶,首先换一下密封件试一下。
点胶阀的质量如果不合格,就会造成漏气,阀门无法关实从而造成滴胶。
胶水太稀,可以换相同品牌质地较稠的胶水,这样问题就解决了。气压过大,也会造成滴胶,可以将气压调低以后再看。
如果是针头的原因,可直接更换三轴自动点胶机的针头尝试。太小的针头会影响液体的流动造成背压, 结果导致胶阀关闭后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。锥形斜式针头产生的背压最少, 液体流动最顺畅。液体内空气在胶阀关毕后会产生滴漏现象, 最好是预先排除液体内空气,或改用不容易含气泡的胶,或先将胶离心脱泡后在使用。

相关文章
- 射频模块FIP点胶加工2018年04月20日
- EMI连接器FIP点胶加工2018年05月05日
- FIP点胶加工时胶水拉丝的处理方法2018年06月11日
- 全自动FIP点胶加工,这些因素很重要。2018年07月16日
- FIP点胶加工在EMI行业的重要性2018年07月16日